

重庆高硕新型材料有限公司成立于2009年5月,2016年落户于重庆垫江黄沙万胜创业园。公司多年来专注于土工材料的生产和研发,具有环保产业、建筑领域的生态环境整治咨询、设计及施工资质,主要生产销售HDPE防渗膜、复合土工膜、土工布、防水板,蓄排水板,虹吸防排水板,膨润土防水毯等土工材料。公司占地面积20000平方米,现有员工100余人,其中具有高中级以上职称的专业技术人员26名,是中国西南片区首家拥有土工膜吹塑生产线,西南地区土工材料规模最大,最为专业的土工材料生产厂家。
重庆高硕是中国土工合成材料工程协会理事单位,先后获得国家高新技术企业、重庆市专精特新中小型企业、质量诚信标杆企业、AAA级守合同重信用企业、AAA级企业诚信示范单位、AAA级质量服务诚信单位等荣誉,公司通过“ISO 9001:2015质量管理体系认证”、“ISO 45001:2018职业健康安全管理体系认证”、“ISO 14001:2015 环境管理体系认证”,高硕品牌享有较高的知名度和美誉度,致力于打造一流的创新、研发、设计、生产、应用资源共享平台,为广大客户提供优质的产品和全方位的售后服务以及一体化解决方案。
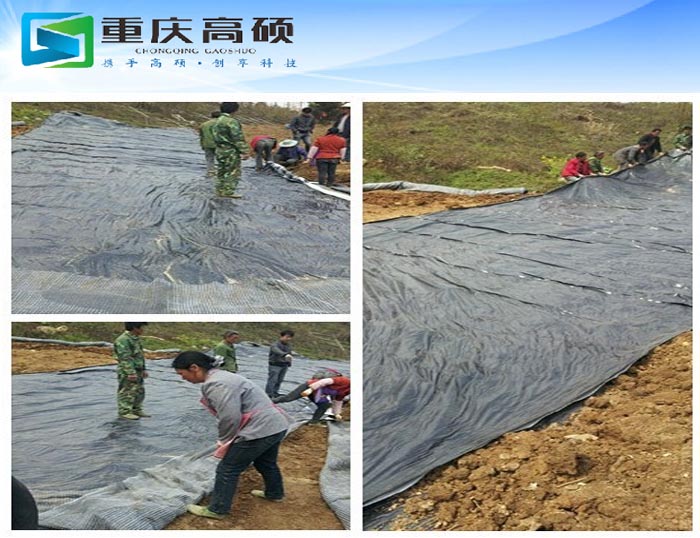
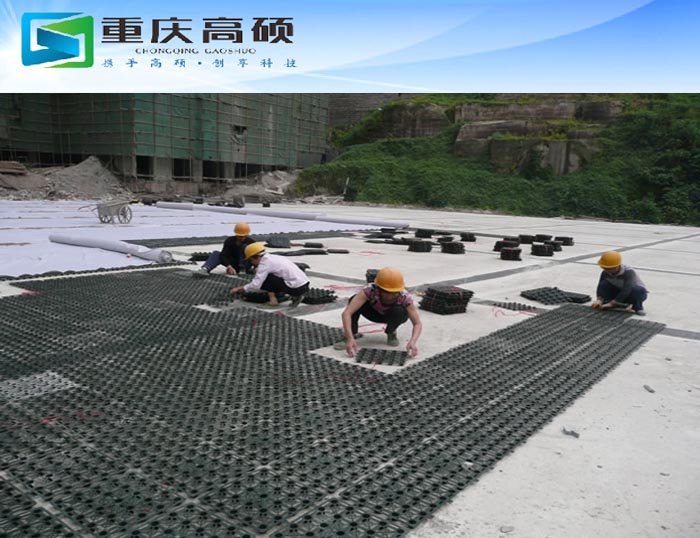
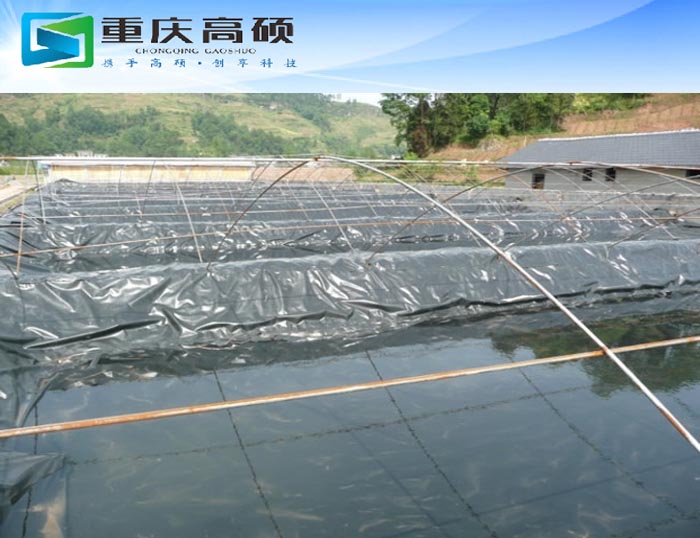
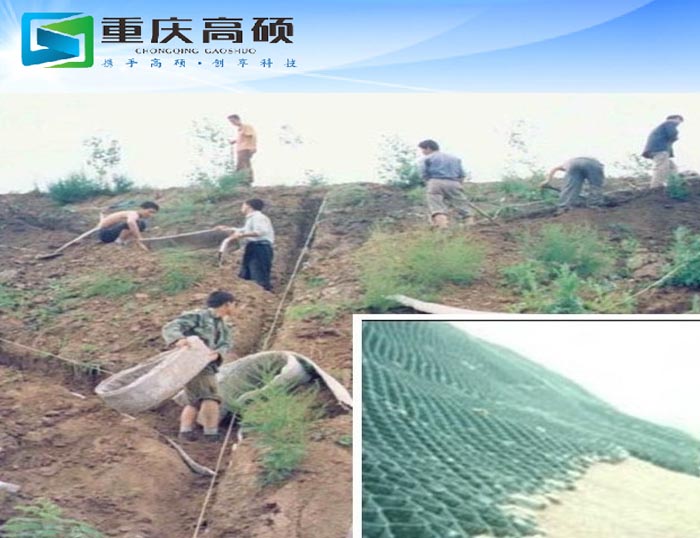
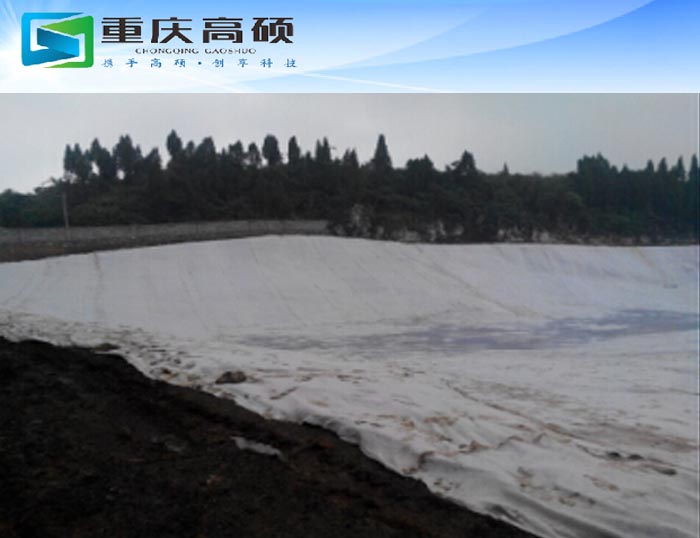
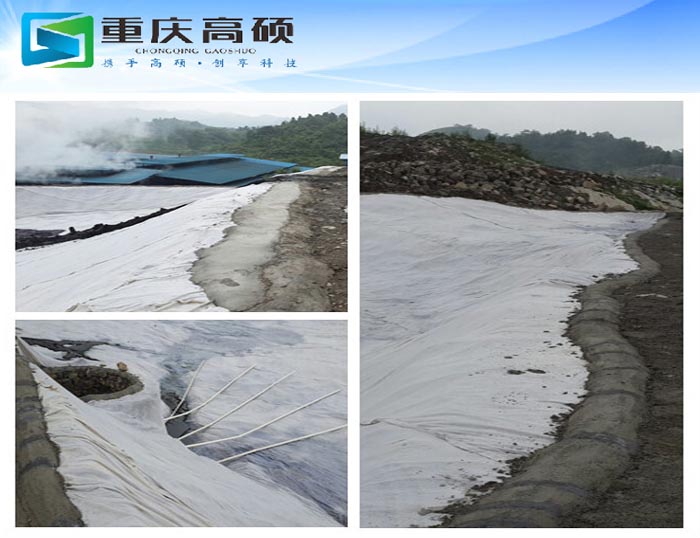
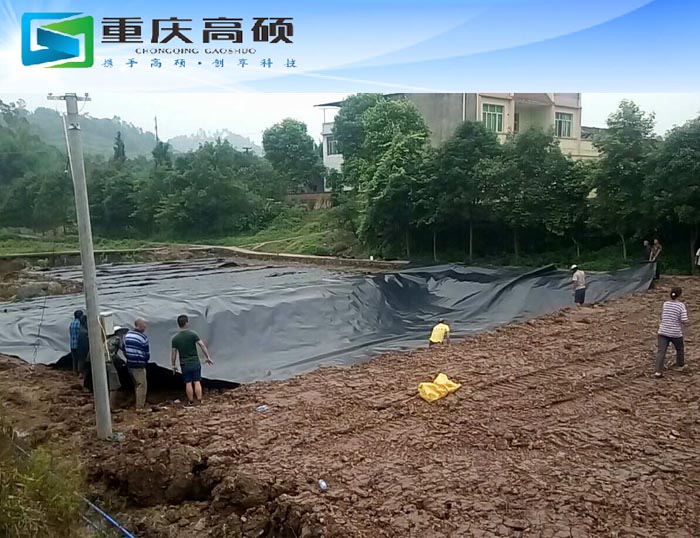
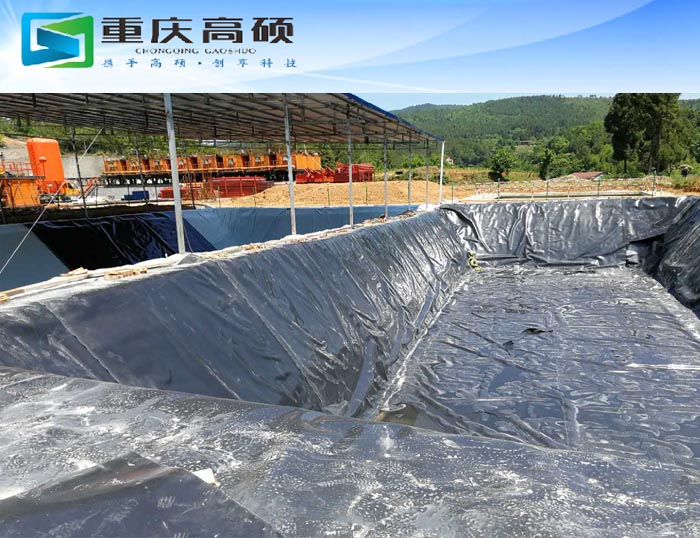
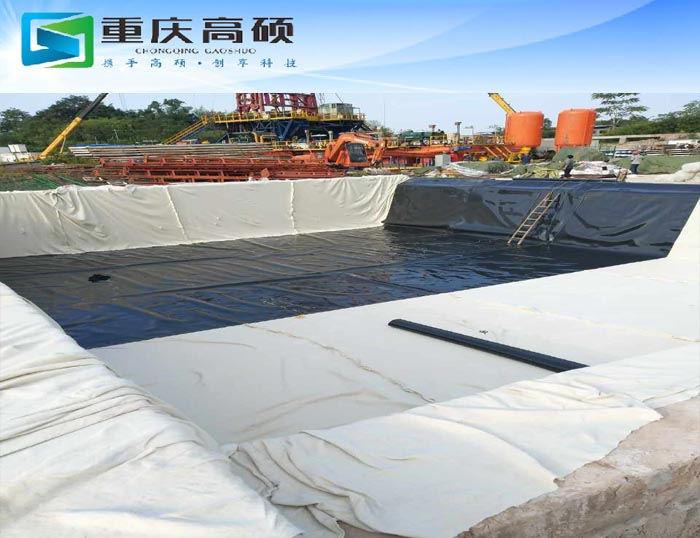
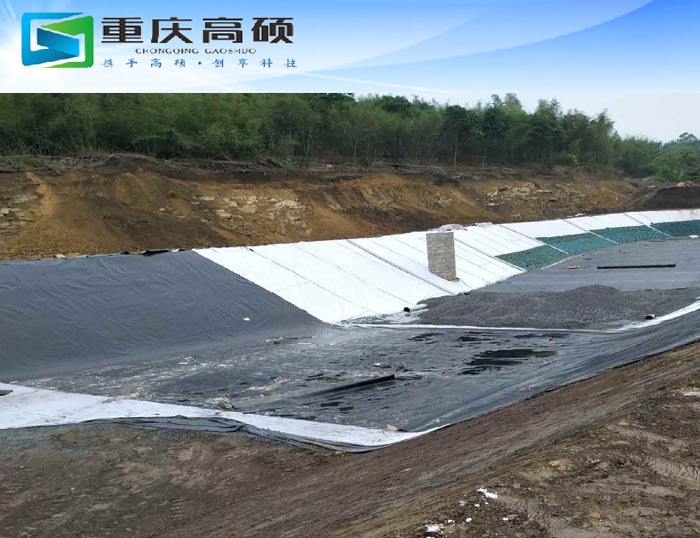
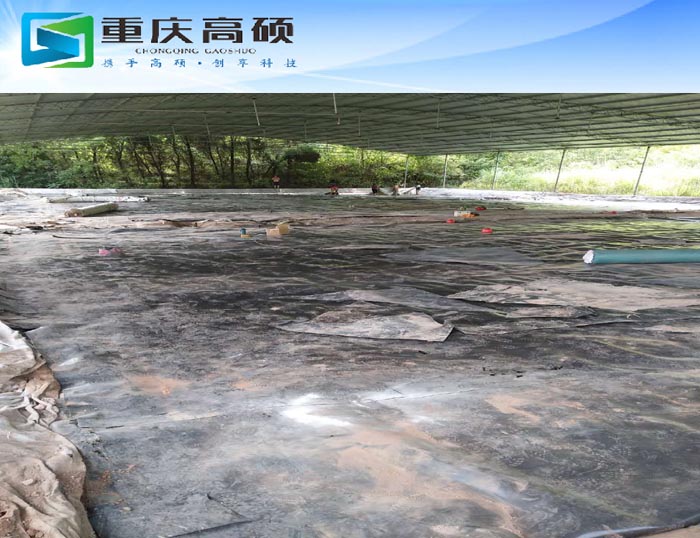
公司所有产品均采用国际标准组织生产,并经国家、市技术监督局采标验收,生产工艺及水平全国领先,属国内优等水平,实物质量达到国际先进水平。经用户、施工单位使用证明,质量稳定可靠、施工方便、价格合理、售后服务完善。产品主要应用于农业、海绵城市建设、公路、铁路、垃圾填埋场防渗,水利、电力、水土保持及环境绿化与基础建设领域,已被广泛应用于高速公路、铁路、垃圾填埋场等多项国家重点工程,受到工程界专家及广大用户的一致好评。
20000+
工厂占地面积20000平方米
10+
10年专业历程
1000+
为上千家客户提供优质安全的产品











 渝公网安备 50023102500589号
渝公网安备 50023102500589号

